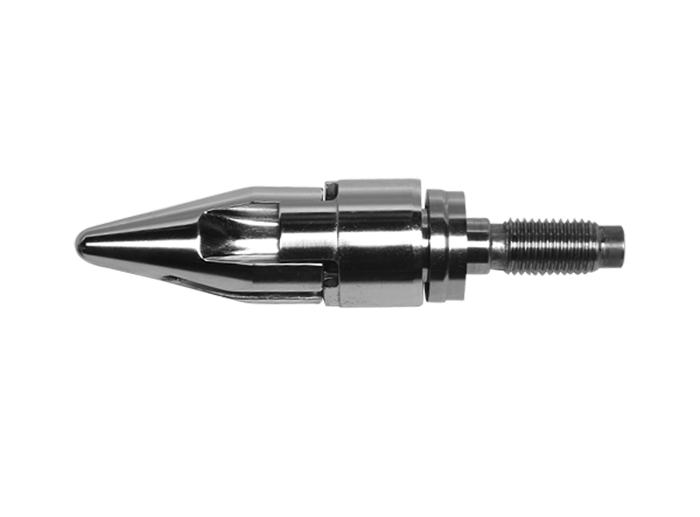
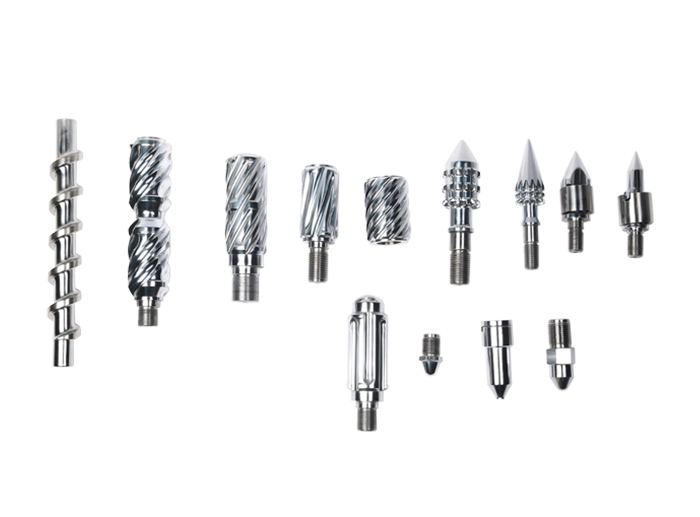
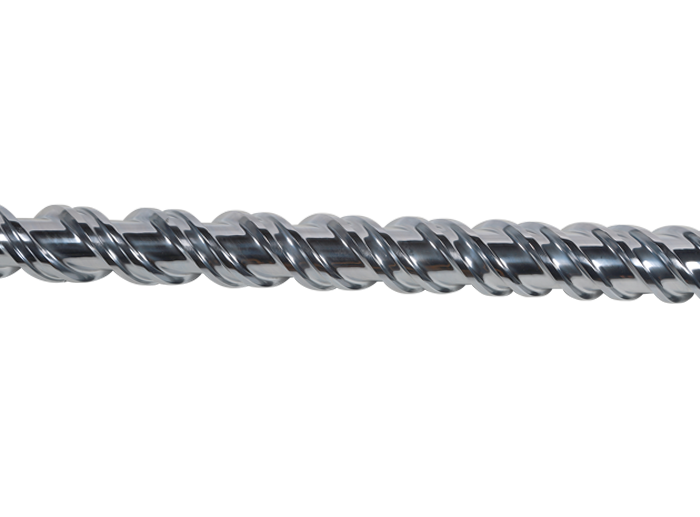
Nozzle + front + screw head
Material High quality he different Alloy Steel of High Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo ...
1. Cleaning and residue treatment (1) Thorough cleaning […]
1. Cleaning and residue treatment
(1) Thorough cleaning after shutdown
After each shutdown, the residual materials in the screw, barrel and die head must be removed immediately to avoid carbonization or degradation of the material and corrosion of the screw surface. Use a special cleaning agent or mild detergent with a brass brush to clean the screw surface to avoid metal scratches. After removing the die head, the screw must be rotated to discharge the residual cleaning material in the barrel, and compressed air must be used to blow out dead corners.
2) Precautions for high-temperature cleaning
Before cleaning, the barrel temperature must be raised to above the melting point of the material to soften the residue, but high temperature must be avoided to cause material decomposition and produce toxic gases. Open flames are prohibited during cleaning, and the exhaust system must be turned on to exhaust volatile gases to ensure ventilation in the operating area.
2. Visual inspection and wear assessment
(1) Surface condition inspection
Before starting the machine every day, check whether there are scratches, pits or rust on the screw surface, and pay special attention to the wear of the exhaust section thread.
Minor wear can be repaired by grinding with oilstone or fine sandpaper, but if grooves or thread deformation with a depth of more than 0.5 mm appear, the screw needs to be replaced to prevent material retention or reduced devolatilization efficiency.
(2) Gap measurement
Use a feeler gauge to measure the gap between the screw and the barrel. If it exceeds 10% of the design value, it indicates that the screw or barrel has been excessively worn and needs to be adjusted or replaced.
Record the gap data regularly to establish a wear trend model and predict the maintenance cycle.
3. Lubrication and tightening
(1) Lubrication of key components
Add high-temperature grease to the transmission gearbox, bearing seat and screw support parts every day to ensure smooth gear meshing and reduce friction heat.
The lubrication frequency needs to be adjusted according to the equipment load: once every 8 hours for continuous production and once per shift for intermittent production.
(2) Mechanical tightening and calibration
Check the tightening status of the screw connection flange and mold fixing bolts to avoid loosening due to vibration.
Adjust the tightness of the V-belt drive to ensure that the belt tension is moderate to reduce energy loss.
4. System function verification
(1) Temperature and pressure calibration
Use an alcohol thermometer or infrared thermometer to verify whether the actual temperature of the barrel heating zone is consistent with the instrument display value. If the deviation exceeds ±5°C, the sensor needs to be calibrated.
Monitor the pressure of the exhaust section. If the positive pressure is continuously higher than 1 bar, it indicates that the exhaust port is blocked or the screw design parameters do not match, and the process needs to be cleaned or optimized.
(2) Safety device test
Test the response function of the overload protection, emergency stop switch and alarm system daily to ensure that the equipment can be shut down quickly under abnormal conditions.
Verify the cooling water circulation system to prevent the screw from overheating and causing material degradation.
5. Records and preventive maintenance
(1) Maintenance log management
After each maintenance, the screw wear status, lubrication time and replacement parts information must be recorded in detail to form an equipment health file.
Predict the screw life through data analysis.
(2) Preventive maintenance plan
Develop a periodic in-depth maintenance plan based on production load, including screw disassembly and cleaning, gearbox oil replacement and electrical system inspection.
When out of service for a long time, the screw needs to be treated with rust prevention and covered with a dust cover.
Material High quality he different Alloy Steel of High Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo ...
Material High quality he different Alloy Steel of High Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo ...
Material High quality he different Alloy Steel of High Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo ...
Material Hochwertige er verschiedenes Alloy-Steel of High-Quality 1) 38CrMoAIA (JIS sacm645) 2) 42Cr...
Material Hochwertige er verschiedenes Alloy-Steel of High-Quality 1) 38CrMoAIA (JIS sacm645) 2) 42Cr...
Material Aus legiertem Stahl Alloy-Steel von High-Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo (AISI...
Subscribe to our Newsletter to be updated,
we promise not to spam.