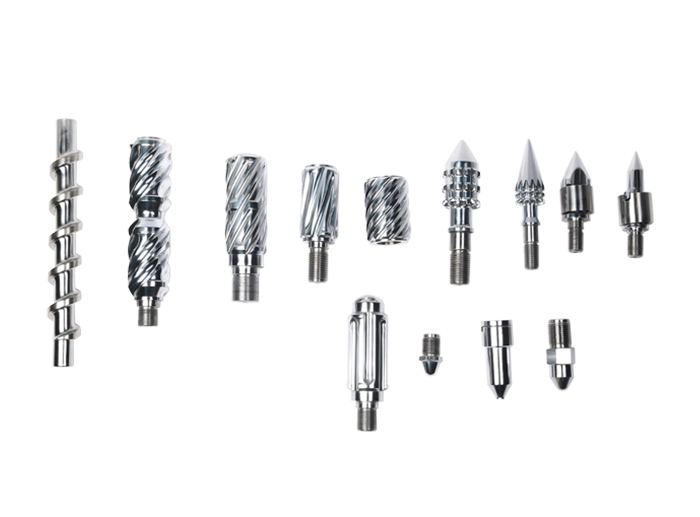
Nozzle + front + screw head
Material High quality he different Alloy Steel of High Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo ...
1. Differences in structural design and working princip […]
1. Differences in structural design and working principle
(1) Number of screws and meshing method
A twin-screw extruder consists of two intermeshing screws, which achieve forced conveying and shearing of materials through coordinated rotation; a single screw only relies on the rotational friction of a single screw to push the material. The meshing design of the twin screws can form a closed chamber, significantly improving the stability of material conveying.
(2) Conveying mechanism
Single screw: Relying on the friction resistance between the material and the inner wall of the barrel, it is easily affected by the viscosity and lubricity of the material. Powder or high-viscosity rubber is prone to unstable conveying or "slipping".
Twin screw: Adopts positive displacement conveying, and forces the material to be pushed through the geometric constraints of the meshing screws. It has stronger adaptability to viscous rubber, powder and fillers, and is especially suitable for rubber mixing with high filling (such as carbon black and silicone).
2. Mixing efficiency and product quality
(1) Shear and mixing ability
The twin-screw extruder achieves efficient distributive mixing and dispersive mixing through the shear field and kneading block design in the meshing zone, ensuring uniform distribution of rubber and additives.
The mixing effect of a single screw extruder depends on the reflux and shear in the screw groove. The mixing uniformity is low, and local overheating or unmelted particles are prone to occur, affecting the consistency of the mechanical properties of rubber products.
(2) Residence time distribution
The twin-screw extruder has a short material residence time and a narrow distribution, which reduces the risk of degradation of heat-sensitive rubber; the single-screw extruder has a longer residence time, which may cause scorching or excessive plasticization.
3. Process adaptability and special functions
(1) Material adaptability
The twin-screw extruder can handle high-viscosity rubber, powdered raw materials and formulations containing a high proportion of fillers, and can directly process unpremixed dry blends; the single-screw extruder is more suitable for the extrusion of low-viscosity rubber or pre-plasticized rubber.
The exhaust performance of twin screws is excellent. They can remove volatiles through multi-stage vacuum exhaust to avoid bubble defects in products. Single screws have low exhaust efficiency and require additional equipment.
(2) Self-cleaning ability and maintenance
The reverse shearing effect of the meshing zone of twin screws can scrape off adhered materials, reduce residues and cross contamination, and do not need to be stopped for cleaning when changing materials. Single screws are prone to accumulate dead materials and need to be disassembled and cleaned regularly.
Twin screws wear more evenly and have a longer service life. Single screws have more significant local wear and need to be replaced frequently.
IV. Energy consumption and production efficiency
(1) Energy input method
Twin screws have high mechanical energy conversion efficiency and low heating energy consumption. Single screws rely on external heating for plasticization and have higher energy consumption.
The specific energy consumption of twin screws is more than 30% lower than that of single screws, especially in large-scale continuous production.
(2) Production capacity and stability
The extrusion volume of twin screws is stable and suitable for high-precision products. Single screws are easily affected by head pressure fluctuations and have large output fluctuations.
The L/D ratio of twin screws can be flexibly adjusted, and complex processes can be achieved through multi-stage temperature control; the L/D ratio of single screws is fixed, and the functional scalability is limited
Material High quality he different Alloy Steel of High Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo ...
Material High quality he different Alloy Steel of High Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo ...
Material High quality he different Alloy Steel of High Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo ...
Material Hochwertige er verschiedenes Alloy-Steel of High-Quality 1) 38CrMoAIA (JIS sacm645) 2) 42Cr...
Material Hochwertige er verschiedenes Alloy-Steel of High-Quality 1) 38CrMoAIA (JIS sacm645) 2) 42Cr...
Material Aus legiertem Stahl Alloy-Steel von High-Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo (AISI...
Subscribe to our Newsletter to be updated,
we promise not to spam.