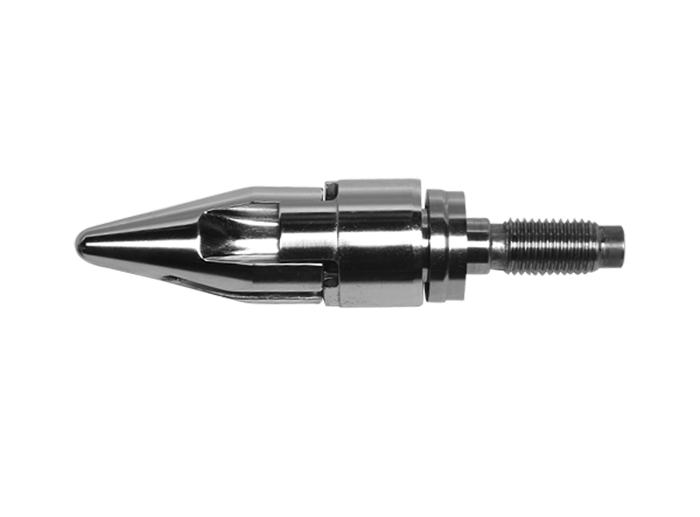
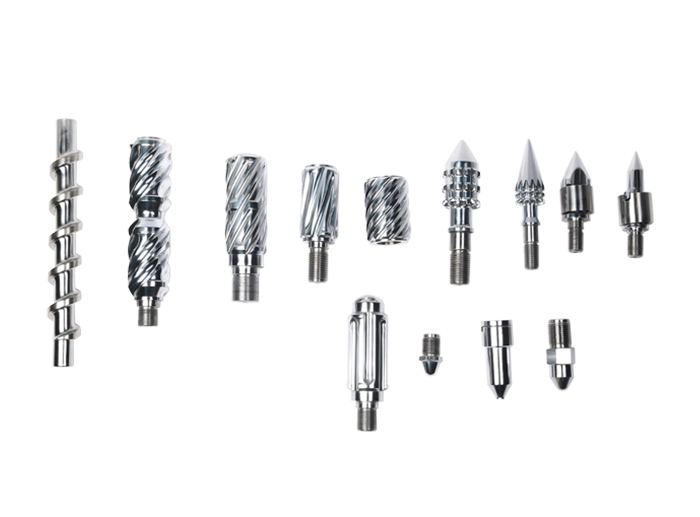
Nozzle + front + screw head
Material High quality he different Alloy Steel of High Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo ...
Causes of wear 1. Material friction: When the exhaust s […]
Causes of wear
1. Material friction:
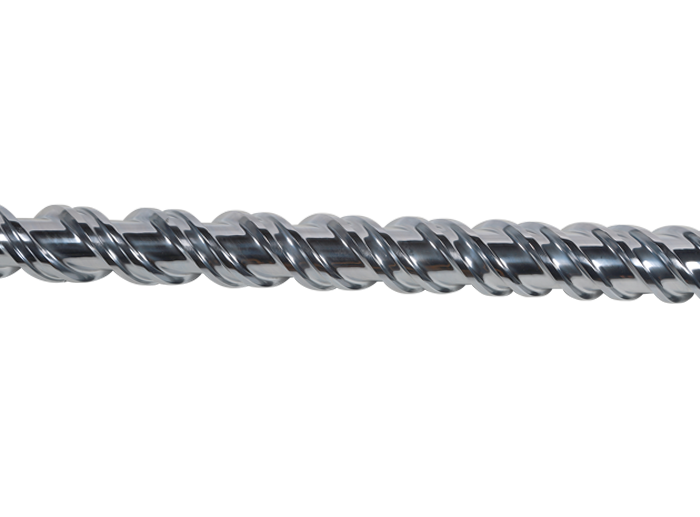
When the exhaust screw of the extruder rotates in the barrel, the friction between the material and the screw and barrel will cause the working surface of the screw to gradually wear. Especially when the material contains fillers such as calcium carbonate and glass fiber, the wear rate of the screw will be accelerated.
2. Material composition:
If the material contains metal foreign matter, the torque of the screw will suddenly increase, exceeding the strength limit of the screw, thereby breaking the screw. Gases (such as hydrogen chloride) produced during the decomposition of certain materials will corrode the screw and barrel.
3. Processing conditions:
If the processing temperature is too low and the plastic melts unevenly, the wear of the screw and barrel will increase. If the screw speed is too high, the shearing and wear process of the material will be accelerated, especially for materials containing reinforcing agents.
4. Improper design or operation:
Irrational screw design, such as thread shape and pitch, will affect the conveying and shearing effect of the material, thereby increasing wear. Improper operation, such as long-term overload operation and poor lubrication, can also lead to increased screw wear.
Solution
1. Choose wear-resistant materials:
Choose alloy materials with high wear resistance and corrosion resistance to make screws, such as AD-02 alloy.
These alloy materials have excellent thermal expansion coefficient and thermal conductivity, and can maintain stable performance under high temperature and high pressure environment.
2. Optimize screw design:
According to the characteristics and processing requirements of the material, optimize the screw thread shape, pitch and other design parameters.
By improving the screw structure, improve the material conveying and shearing effect, and reduce wear.
3. Strictly control processing conditions:
Control the processing temperature of the barrel to make it close to the ideal plasticizing temperature range of the plastic. Adjust the appropriate screw speed to avoid unnecessary wear on the screw due to too high or too low speed.
4. Strengthen material management:
Ensure that the material does not contain metal foreign matter and other impurities to reduce accidental damage to the screw. Pre-treat the material containing fillers, such as screening and impurity removal, to reduce its wear on the screw.
5. Regular maintenance and care: Clean and inspect the screw regularly to promptly detect and treat worn and damaged parts. Repair the worn screw by surfacing special anti-wear and anti-corrosion alloys to restore its original size and performance.
Material High quality he different Alloy Steel of High Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo ...
Material High quality he different Alloy Steel of High Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo ...
Material High quality he different Alloy Steel of High Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo ...
Material Hochwertige er verschiedenes Alloy-Steel of High-Quality 1) 38CrMoAIA (JIS sacm645) 2) 42Cr...
Material Hochwertige er verschiedenes Alloy-Steel of High-Quality 1) 38CrMoAIA (JIS sacm645) 2) 42Cr...
Material Aus legiertem Stahl Alloy-Steel von High-Quality 1) 38CrMoAIA (JIS sacm645) 2) 42CrMo (AISI...
Subscribe to our Newsletter to be updated,
we promise not to spam.